 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Bahay
>
Mga produkto > Mga Beam Welding Lines
> Box Beam Welding Line
>
Box Beam Assembling Machines
Mga produkto






Box Beam Assembling Machines
Ang XXZ15 Box beam assembling machine ay mga high performance na kagamitan sa linya para makagawa ng box beam, na gawa ng JINFENG WELDCUT na propesyonal sa China na manufacturer at supplier ng XXZ15 Box beam assembling machine na may abot-kayang presyo. Ang XXZ15 Box beam assembling machine ay nagbibigay ng higit na kaligtasan at mataas na kahusayan para sa pag-assemble ng mga plate sa hugis U at hugis ng Box na kailangan para sa paggawa ng mga Box beam.
Magpadala ng Inquiry
Paglalarawan ng Produkto
Magbibigay ang JINFENG WELDCUT ng 1 taong warranty para sa XXZ15Mga box beam assembling machine. Ang mga pangunahing elemento ng kuryente ng mga linya ng produksyon ng Box beam ay pinili mula sa sikat na tatak sa mundo na magdadala ng mas maginhawa para sa mga User na mahanap ang mga bahagi sa lokal nang hindi nakakakuha mula sa malayong distansya mula sa China. Ang XXZ15Mga box beam assembling machineay ang pinaka-advanced at mataas na kahusayan na mga kagamitan upang mapataas ang produktibidad para sa mga End-user mula sa mga istrukturang bakal, konstruksiyon ng bakal at mataas na gusali.
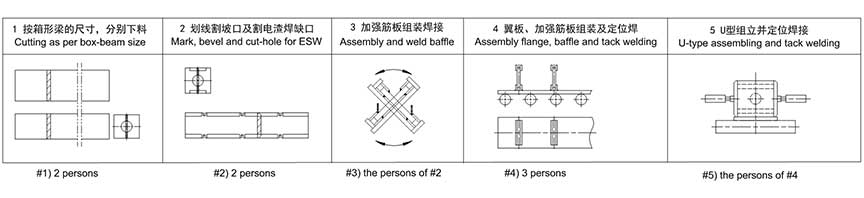
Ang box beam (column) ay binubuo ng isang "U" na hugis na beam at isang cover plate na na-spot welded at nabuo. Sa panahon ng pagpupulong, ang workpiece ay nakatigil, ang pangunahing makina ay gumagalaw sa mga seksyon, at ang clamping assembly mode ay nakaposisyon kung kinakailangan.




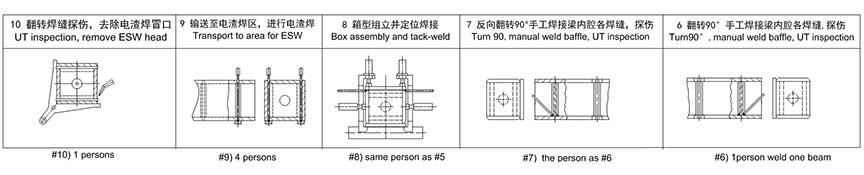
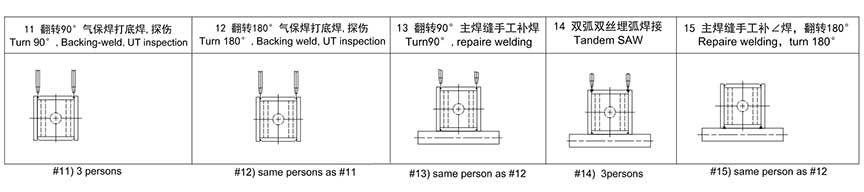
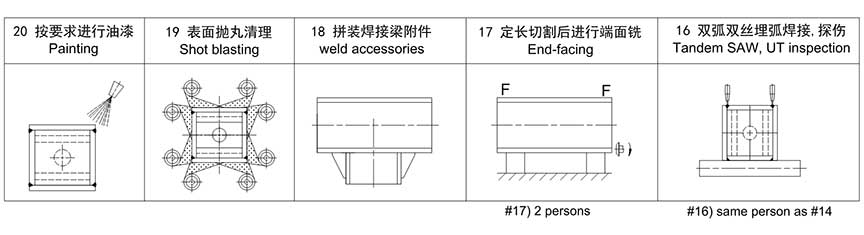
Tsart ng daloy ng produksyon
View ng istraktura

Mga pagtutukoy
|
1 |
Lapad ng beam ng kahon |
□300~□1500 mm |
|
2 |
Taas ng box beam |
□300~□1500 mm |
|
3 |
Ang haba ng box beam |
6000~15000 mm |
|
4 |
Haba ng riles |
19000 mm |
|
5 |
Hawak ng riles |
2500 mm |
|
6 |
Ang bilis ng paggalaw ng pangunahing makina |
0.5~4 m/min |
|
7 |
Ang presyon ng pagtatrabaho ng hydraulic system |
12 Mpa |
|
8 |
Pinakamataas na presyon ng side cylinder |
15t×2 |
|
9 |
Pinakamataas na presyon ng itaas na silindro |
21t×2 |
|
10 |
Drive mode |
Double sided variable frequency drive |
Tampok At Aplikasyon
XXZ15Mga box beam assembling machinemay mga sumusunod na pakinabang:Ang box beam (column) ay binubuo ng isang "U" na hugis na beam at isang cover plate na na-spot welded at nabuo. Sa panahon ng pagpupulong, ang workpiece ay nakatigil, ang pangunahing makina ay gumagalaw sa mga seksyon, at ang clamping assembly mode ay nakaposisyon kung kinakailangan.
Una, iangat ang "hugis-U" na lugar na hinangin sa conveying roller table ng assembly machine o dalhin ito sa istasyong ito mula sa dating "hugis-U" na istasyon ng pagpupulong. Pagkatapos, iangat ang upper cover plate papunta sa "U-shaped" ayon sa mga kinakailangan sa pagguhit, at gamitin ito bilang host side pressing device at upper pressing device. Pindutin at i-spot weld ang upper cover plate upang makumpleto ang pagpupulong ng buong workpiece. Ang pagpupulong ng mga segment ng isang workpiece sa haba ay nakakamit sa pamamagitan ng paglipat ng posisyon ng host machine. Ang pinagsama-samang workpiece ay ipinadala sa susunod na proseso ng conveying roller table para sa karagdagang pagproseso.
(Ang mga manu-manong CO2 MIG welding machine dito ay ibinibigay ng Gumagamit. Ang mga manu-manong welding machine ay wala sa hanay ng supply ng Nagbebenta/nagsusuplay)
Mga box-beam assembling machine na naka-install sa factory ng Mga User
Paano gumawa ng welded Box beam mula sa steel plate?
Ang sumusunod ay ang production flow chart para sa produksyon mula sa mga plates hanggang H beam at panghuling inspeksyon.Tsart ng daloy ng produksyon
Mga Hot Tags: Box Beam Assembling Machines, China, Manufacturers, Supplier, Wholesale, Factory, Customized, Made In China, Presyo, Kalidad, ECA
Kaugnay na Kategorya
Magpadala ng Inquiry
Mangyaring huwag mag-atubiling ibigay ang iyong pagtatanong sa form sa ibaba. Sasagot kami sa iyo sa loob ng 24 na oras.









X
Gumagamit kami ng cookies para mag-alok sa iyo ng mas magandang karanasan sa pagba-browse, pag-aralan ang trapiko sa site at i-personalize ang content. Sa paggamit ng site na ito, sumasang-ayon ka sa aming paggamit ng cookies.
Patakaran sa Privacy